ELEGOO社のSATURN 2を使用しています。先日、購入後初めてFEPフィルムを交換、テスト出力を行いました。しかし出力物の高さ(Z軸)がデータ上のサイズより随分小さく出力されていることに気付きました。サポートに改善策を聞いてみましたので共有致します。
ELEGOO SATURN 2はオススメの3Dプリンター
私の使用している3DプリンターはELEGOO社のSATURN 2です。
今まで使っていた3Dプリンターの精度にどうしても納得いかず、今年の1月に思い切ってポチってしまいました。
以前のプリンターが4Kだったのに対し、SATURN 2は8K解像度。
出力結果も使用感も非常に満足していて買い替えて本当に良かったと思っています。
ちまたでは12Kのプリンターが発表されるなど賑わっていますが、私の使い方では当分このSATURN 2で何の不満もありませんね。
次に買い替えるとしたらSATURN 2が壊れてしまった時かな?
話が逸れてしまったので本題に戻ります。

FEPフィルムの交換
購入から約5ヶ月経ち、随分とFEPフィルムの透明度が落ちて、キズも増えて来たので交換する事にしました。
今まで所有していた3Dプリンターで何度もFEPフィルムの交換は行った事があるので交換には慣れていたつもりですが、念の為、公式の動画を見ながら作業を進めました。
無事、弛みもなく交換作業自体はスムーズに行えましたので試しにテスト出力を行う事に。
因みに今回使用したFEPフィルムは純正では無く、下記のSK本舗さんの物を使用。
純正よりもフィルムの厚みが薄い!これでより精細な出力が出来ると良いのですが・・

見せてもらおうか。高価なFEPの性能とやらを!
早速テスト出力して確認してみます。
テスト出力に使ったモデルはPhorozen社が無料で提供してくれているデータを使用しました。
ダウンロードページには出力結果のチェック方法などが詳細に書かれていて、適正なレベリング調整が行われているか確認できるようになっています。
Use the Phrozen XP Finder and RP Tester to help dial in any …

スライサーはCHITUBOX、積層ピッチは0.025mm、照射時間を1.65秒に設定した一回目の出力結果は、モールドもきれいに再現されているのですが、やはり想像通り照射時間が少し短すぎたようですね。
0.1秒ずつ増やして何度か出力した所、自分の環境では1.8秒、1.9秒が比較的良い結果でしたので、今後しばらくは1.85秒で様子を見ていこうと思います。
一見問題なさそうだが、ノギスで測ってみると…
これで一安心、また思う存分使用できるぞ!・・・っと思っていたのですが、どのくらい高い精度で出力出来ているのかノギスで測ってみました。
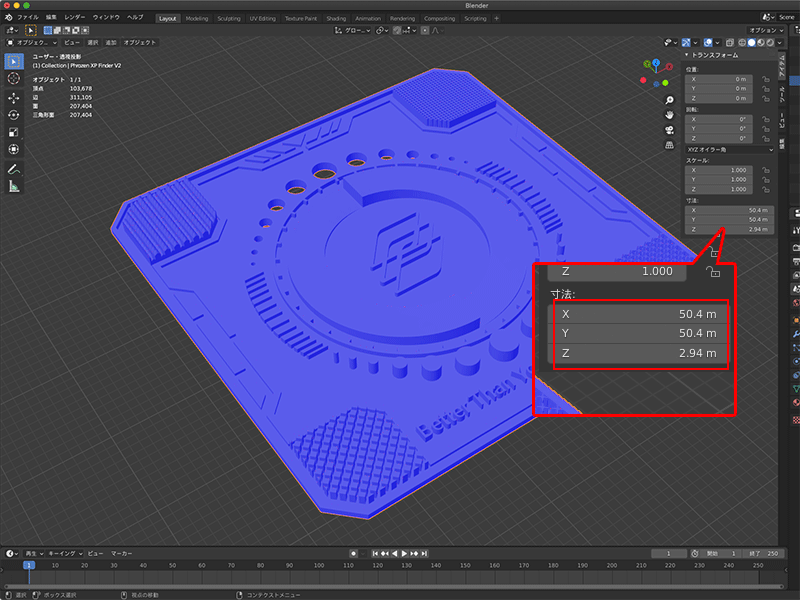
今回使用したデータのサイズはX,Yが50.4m、Zが2.94m。
blender上の1mがスライサーでの1mmになりますので、縦横それぞれ50.4mm、厚み2.94mmとなります。
一番出力結果が良かったモノをノギスで測ってみると
X=50.37mm、おおっ、優秀!
Y=50.30mm、ウ~ン、まっ、誤差の範囲とも言えるかな。
Z=2.54mm!!!!・・・・たった3mm弱のオブジェクトで約0.4mmの誤差は流石に見過ごせません!大きいものを出力すればさらに誤差が・・
CHITUBOXでもある程度の誤差は 設定>マシン のサイズで調整できそうだけど、0.4mmは誤差と呼べるものではなさそうです。
そこで、そういえばZ軸(厚み)の調整方法ってどうすれば良いんだろう??と疑問が湧きましたので、直接ELEGOO社のサポートに問い合わせてみることにしました。
購入したAmazonを経由して問い合わせてみる
私はAmazonから購入しましたので、参考にAmazonを経由しての問い合わせ方法も下記に載せておきます。
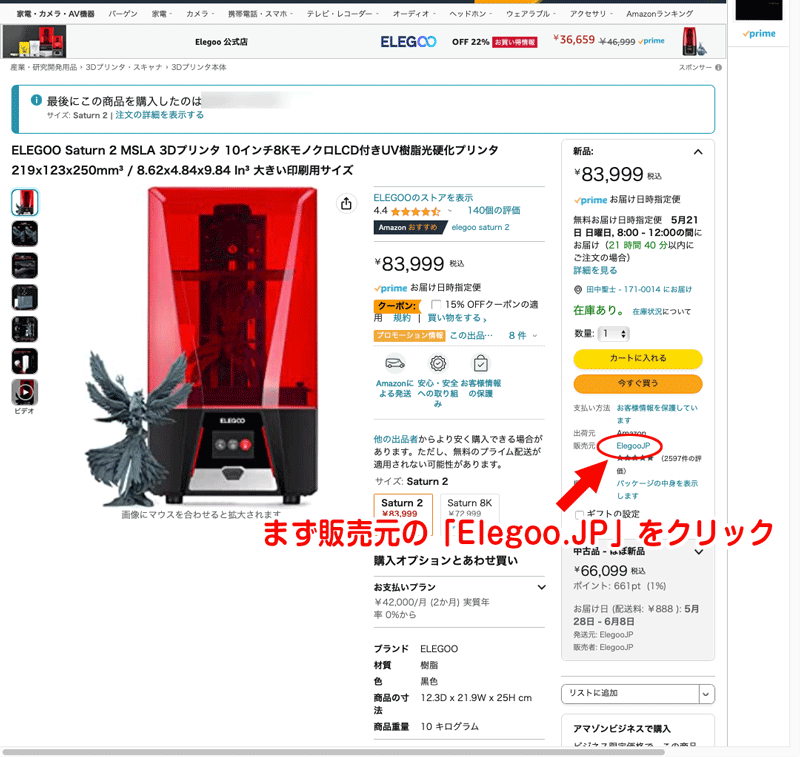
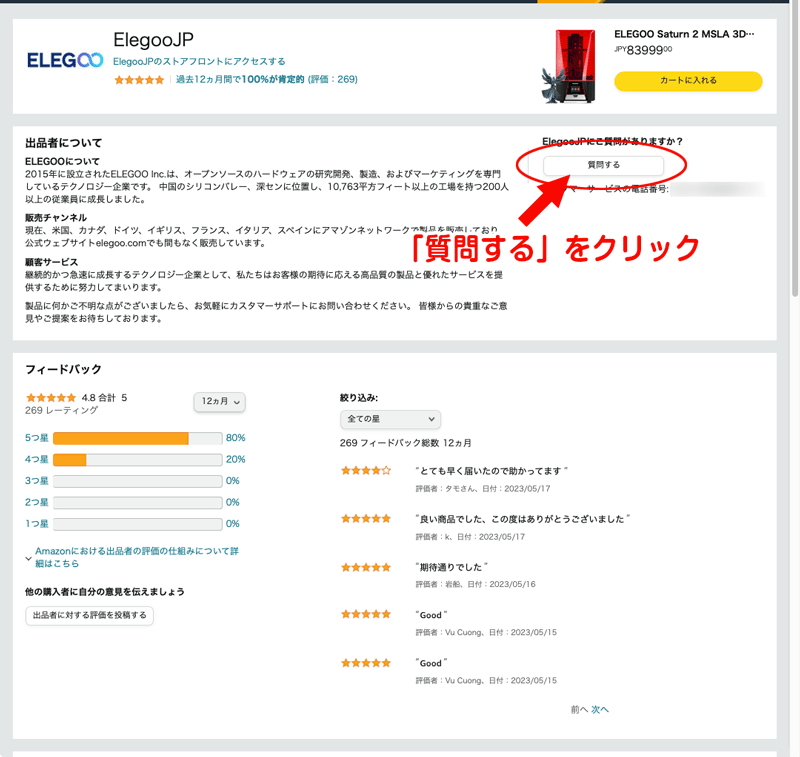
ELEGOO社の公式ホームページは英語ですので、Amazonを経由して質問したほうがラクチンですね。
今までも何度か質問したことがあったのですが、ちゃんと日本語で速やかに返信対応してくれるのでとても頼もしいです。
問い合わせを行ったのは土曜日だったので返事が返ってきたのは月曜日でした。
ELEGOOさんからの返信
下記にELEGOOサポートさんとのやり取りを載せておきます。
こちらからの質問
すみません。ちょっと気になったので教えてください。
FEPフィルムを貼り替えたため、phorozen3D社のテストモデルでテスト出力を行いました。
blenderで確認するとこのモデルZ=2.94mmなのですが、露光時間を変えても出力物が2.54mmで0.4mmほど低く出力されます。
Z方向の寸法を調整するには、まずどの設定を気にすれば良いでしょうか?
因みに積層ピッチは…〜中略〜
お忙しい中、大変恐縮ですがアドバイス頂けますと幸いです。
ELEGOO社さんからのご返信
お世話になっております。ご説明によると、印刷結果は高さ方向の寸法が小さく、その主な原因は、ビルドプレートとスクリーンの間のZ軸方向の隙間が小さいためという可能性があります。お手数ですが、まず再びレベリングし、次に少し厚めのレベリングカードでビルドプレートとスクリーンの距離を少し大きくし、Z=0をクリックしてお試してください。
いつも親切なご対応ありがとうございます!
なるほど。レベリング調整に改善するヒントがあるらしい。
早速レベリングをやり直すことに。
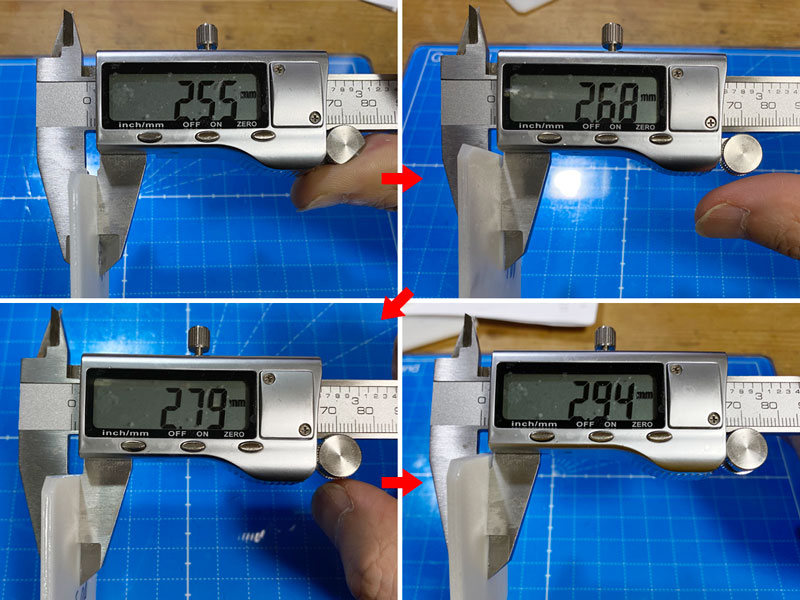
SATURN2のレベリングは付属の用紙をレジンバットとプラットフォームの間に挟んで行います。
試しに付属用紙と、更にコピー用紙を1枚挟んだ状態でレベリングし直し。
出力したモデルのZ軸の寸法はZ=2.68mm。少し改善しました。ですがもう少し隙間を大きくする必要があるみたいです。
次にコピー用紙を2枚にして出力した結果はZ=2.79mm。だいぶ良くなってきましたが、まだ誤差は0.2mmあります・・・・。
ウ~ム、流石にコピー用紙3枚は隙間空きすぎてプラットフォームに定着するか不安な気もしますが、試してみないと分かりませんのでトライします。
結果はZ=2.94mm!プラットフォームに定着せずバットに落ちてしまうこともありませんでした。
因みにX=5.48mm、Y=5.46mmでした。
X軸、Y軸については微調整をCHITUBOXの方で設定してやれば良さそうですね。
まとめ
コピー用紙を3枚も追加することになったのは予想外でしたが、やっと満足の行くレベルまで調整できました。
しかし残念ながらいつまでもこの設定で安泰ではないですよね・・
レジンが変わればまた設定も見直さなければなりません。
こうやって無駄にレジンを消費し、完成作品もなかなか増えないスパイラルに突入していくんですねぇ〜(笑)
どなたかの3Dプリンターライフの参考になれば幸いです。